
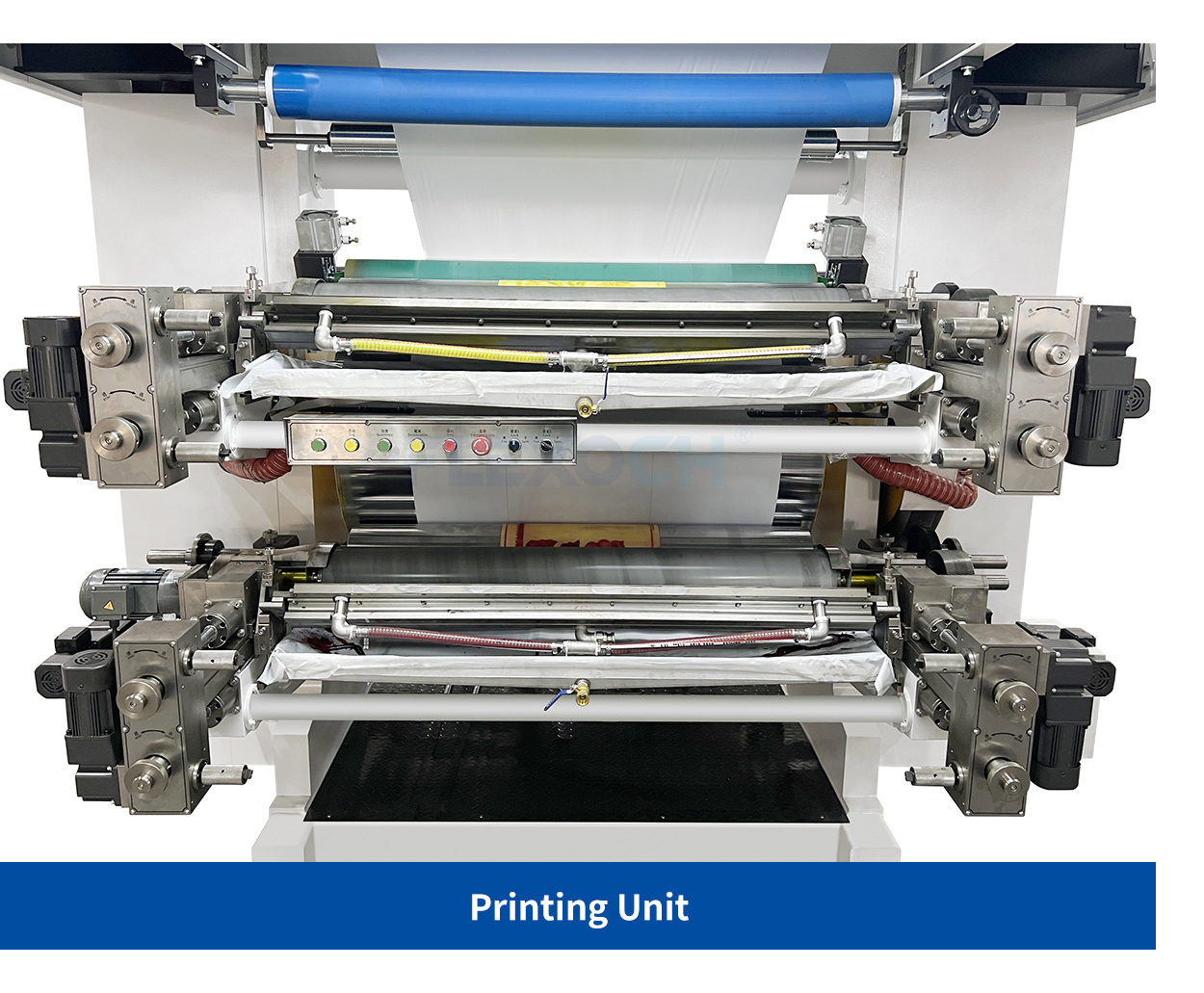
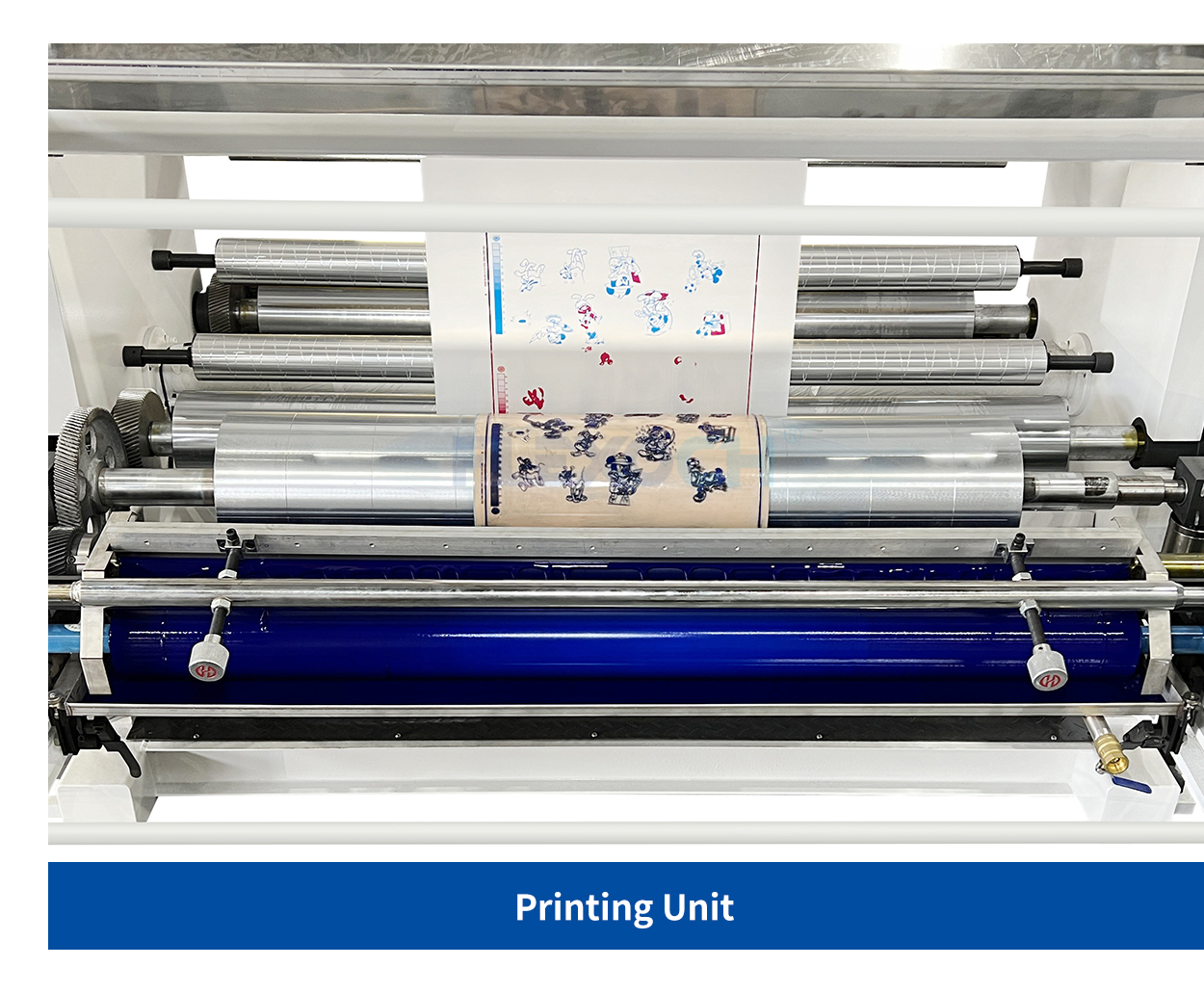
CI Flexo nyomdagép
A CI (Central Impression) flexo nyomdagép egyetlen nagyméretű nyomóhengert használ az anyag stabilizálására, miközben az összes szín körülötte nyomtat. Ez a kialakítás stabil feszültséget biztosít, és kiváló regisztrációs pontosságot biztosít, különösen a nyújtásérzékeny fóliák esetében.
Gyorsan fut, kevesebb anyagot pazarol, és kiváló minőségű nyomtatási eredményeket produkál – tökéletes prémium csomagoláshoz és nagy precíziós alkalmazásokhoz.


Stack típusú flexo nyomdagép
A stack flexo nyomdagép minden színegysége függőlegesen van elrendezve, és minden állomás külön állítható. Ez megkönnyíti a különböző anyagok és a munkaváltások kezelését. Számos hordozóanyaghoz jól működik, és különösen hasznos kétoldalas nyomtatáshoz.
Ha rugalmas, költséghatékony gépre van szüksége a napi csomagolási feladatokhoz, a flexoprés praktikus és megbízható választás.


Akár CI flexo nyomdagépről, akár halmozott típusú flexo nyomdagépről van szó, előfordulhat színregisztrációs pontatlanság, ami befolyásolhatja a végtermék színteljesítményét és nyomtatási minőségét. A következő öt lépés szisztematikus eljárást kínál a probléma hibaelhárítására és megoldására.
1. Mechanikai stabilitás ellenőrzése
A hibás illesztés gyakran mechanikai kopásnak vagy lazaságnak tudható be. A flexo nyomdagépek esetében érdemes rendszeresen ellenőrizni a fogaskerekeket, csapágyakat és hajtószíjakat, amelyek az egyes nyomtatóegységeket összekötik, ügyelve arra, hogy ne legyen holtjáték vagy eltolás, ami befolyásolhatná az igazítást.
A központi nyomónyomtatók jellemzően stabilabb regisztrációt érnek el, mivel minden szín egyetlen nyomóhengerre nyomtat. Ennek ellenére a pontosság továbbra is a megfelelő nyomóhenger-rögzítéstől és az állandó hálófeszültség fenntartásától függ – ha bármelyik eltolódik, a regisztráció stabilitása romlik.
Ajánlás:Amikor a nyomólemezeket kicseréli, vagy a gép egy ideig áll, forgassa el kézzel az egyes nyomtatóegységeket, hogy megtapasztalja az esetleges szokatlan ellenállást. A beállítások elvégzése után indítsa el a nyomdagépet alacsony sebességen, és ellenőrizze a regisztrációs jeleket. Ez segít megerősíteni, hogy az igazítás állandó-e, mielőtt teljes termelési sebességre kapcsolna.
2. Optimalizálja az aljzat kompatibilitását
Az olyan alapanyagok, mint a fólia, a papír és a nem szőtt textíliák, eltérően reagálnak a feszültségre, és ezek az eltérések regisztrációs eltolódásokat okozhatnak nyomtatás közben. A CI flexo nyomdagépek általában stabilabb feszültséget tartanak fenn, ezért jól alkalmazhatók olyan fóliaalkalmazásokhoz, amelyek nagy pontosságot igényelnek. Ezzel szemben a réteges flexo nyomdagépeknél gyakran pontosabb feszültségbeállításokra van szükség az igazítás állandóságának megőrzése érdekében.
Ajánlás:Amikor észrevehetően nyúlik vagy zsugorodik az anyag, csökkentse a háló feszességét. Az alacsonyabb feszültség segíthet korlátozni a méretváltozást és a regisztrációs eltéréseket.
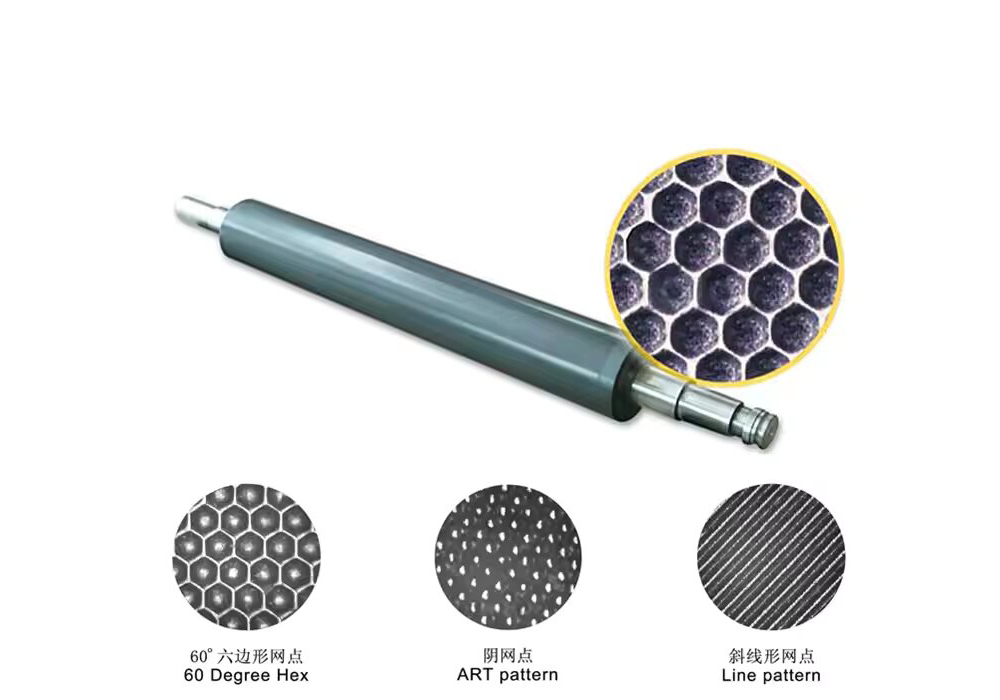
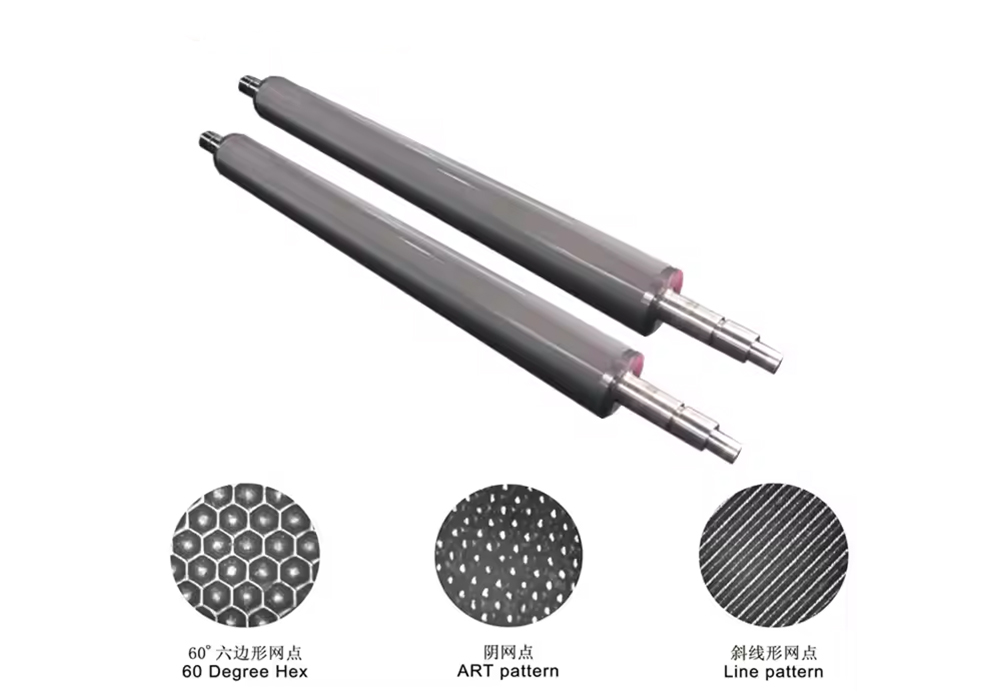
3. Kalibrálja a lemez és az Anilox tekercs kompatibilitását
A lemez jellemzői – mint például a vastagság, a keménység és a gravírozás pontossága – közvetlen hatással vannak a regisztrációs teljesítményre. Nagy felbontású lemezek használata segíthet a ponterősítés szabályozásában és a stabilitás javításában. Az anilox tekercs vonalszámát is gondosan a lemezhez kell igazítani: a túl magas vonalszám csökkentheti a tinta mennyiségét, míg a túl alacsony vonalszám túlzott tintamennyiséget és elkenődést okozhat, amelyek mindkettő közvetve befolyásolhatja a regisztráció igazítását.
Ajánlás:Célszerűbb az anilox henger vonalszámát 100-1000 LPI-re szabályozni. Ellenőrizze, hogy a lemez keménysége minden egységben egységes-e, hogy elkerülje ezen eltérések felerősödését.
4. Állítsa be a nyomtatási nyomást és a tintarendszert
Ha a nyomtatási nyomás túl magasra van állítva, a nyomólemezek deformálódhatnak, és ez a probléma különösen gyakori a stack típusú flexo nyomdagépeken, ahol minden állomás külön-külön fejt ki nyomást. Állítsa be a nyomást minden egységhez külön, és csak a tiszta képátvitelhez szükséges minimumot használja. A stabil tintaviselkedés szintén fontos szerepet játszik a regisztrációvezérlésben. Ellenőrizze a lehúzókés szögét, és tartsa fenn a megfelelő tintaviszkozitást, hogy elkerülje az egyenetlen tintaeloszlást, ami lokalizált regisztrációs eltolódásokat okozhat.
Ajánlás:Mind a kötegelt, mind a CI flexográfiai nyomdagépeknél a rövid festékút és a gyors festékátadás növeli a száradási jellemzőkre való érzékenységet. Gyártás közben figyelje a száradási sebességet, és ha a festék túl gyorsan kezd száradni, használjon késleltetőt.
● Videós bemutatkozás
5. Automatikus regisztrációs és kompenzációs eszközök alkalmazása
Számos modern flexográfiai nyomdagép rendelkezik automatikus regisztrációs funkciókkal, amelyek valós időben állítják be az igazítást a gyártás futása közben. Ha az igazítási problémák a kézi beállítások után is fennállnak, szánjon időt a korábbi munkaadatok áttekintésére. A korábbi termelési adatok áttekintése feltárhatja az ismétlődő mintákat vagy az időzítéssel kapcsolatos eltéréseket, amelyek a kiváltó okra mutatnak rá, így segítve a célzottabb és hatékonyabb beállítási változtatások elvégzését.
Ajánlás:A régóta működő nyomdagépek esetében érdemes időről időre teljes lineáris igazítási ellenőrzést végezni az összes nyomtatóegységen. Ez a lépés különösen fontos a kötegelt flexo nyomdagépeknél, mivel minden állomás függetlenül működik, és az állandó illesztés az összehangolt rendszerként való beállításon múlik.
Következtetés
Akár központi nyomású flexonyomógépről, akár halmozott típusú flexonyomógépről van szó, a színregisztrációs problémát általában a mechanikai, anyag- és folyamatváltozók kölcsönhatása okozza, nem pedig egyetlen tényező. Úgy gondoljuk, hogy szisztematikus hibaelhárítással és aprólékos kalibrálással gyorsan segíthet a flexonyomógépnek újraindítani a termelést, és javíthatja a berendezés hosszú távú stabilitását.


Közzététel ideje: 2025. augusztus 8.